

Folyamatosan javítjuk és tökéletesítjük termékeinket és javításokat. Ugyanakkor aktívan dolgozunk az ODM Factory China Hot Youlin® Die Forging kutatása és fejlesztése érdekében. Minden igényt a legnagyobb odafigyeléssel ellensúlyozunk!
ODM Factory China Youlin® Die Forging, Ma már ügyfeleink vannak a világ minden tájáról, beleértve az USA-t, Oroszországot, Spanyolországot, Olaszországot, Szingapúrt, Malajziát, Thaiföldet, Lengyelországot, Iránt és Irakot. Cégünk küldetése, hogy a legjobb minőségű megoldásokat kínáljuk a legjobb áron. Már nagyon várjuk, hogy üzleteljünk Önnel!
1. A préskovácsolás meghatározása
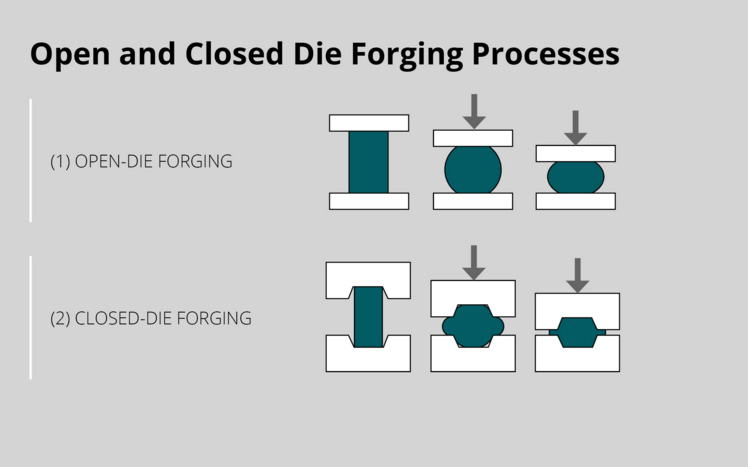
 A Youlin® Die kovácsolás a fémdeformáció legelterjedtebb módja, amelynek két népszerű eljárása van:
A Youlin® Die kovácsolás a fémdeformáció legelterjedtebb módja, amelynek két népszerű eljárása van:
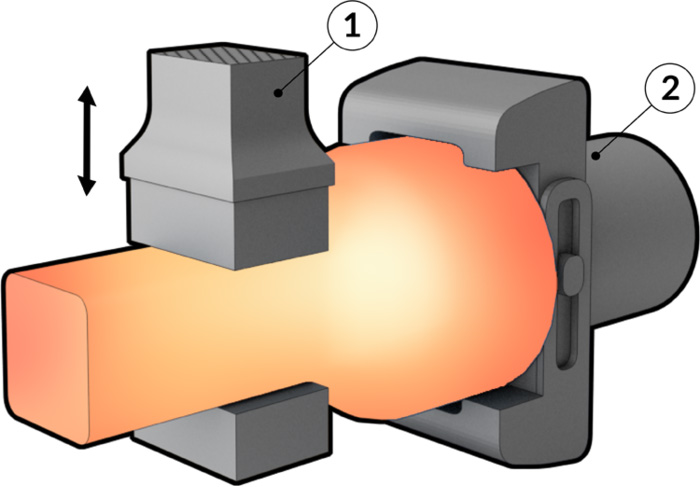
Nyitott kovácsolás, más néven szabad kovácsolás. Nyitott kovácsolásnál a tuskó több olyan szerszám közé kerül, amelyek nem zárják be teljesen a fémet. A méretek megváltoztatása a fém kalapálásával és sajtolásával történik, egy sor mozgással, amíg el nem érik a végső méreteket. A nyitott kovácsolást széles körben használják kis mennyiségben, egyszerűbb, mint összetett termékeknél, mint például tárcsák, gyűrűk, hüvelyek, hengerek és tengelyek. A nyitott kovácsolás másik előnye, hogy a termékek fáradtságállósága és szilárdsága javul. Emellett az üregek hatékonyan csökkenthetők a nyitott szerszámkovácsolás után.
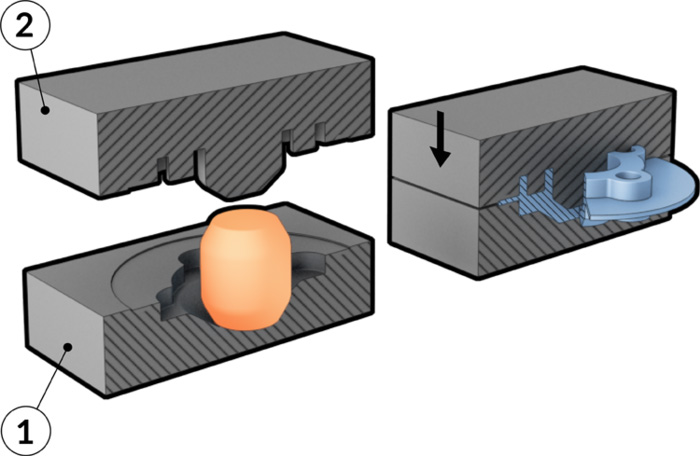 Zárt sajtolószerszám-kovácsolás, más néven nyomószerszám-kovácsolás. Nagy nyomást használ a fémdarab összenyomásához, hogy kitöltse a zárt szerszámlenyomatot a kívánt formákhoz. Egyes speciális formák esetében második kovácsolási műveletre van szükség a végső formák és méretek eléréséhez. Az anyag típusa, a tűréshatárok tömítettsége és a hőkezelés szükségessége meghatározhatja a zárt szerszámmal kovácsolt alkatrész költségét.
Zárt sajtolószerszám-kovácsolás, más néven nyomószerszám-kovácsolás. Nagy nyomást használ a fémdarab összenyomásához, hogy kitöltse a zárt szerszámlenyomatot a kívánt formákhoz. Egyes speciális formák esetében második kovácsolási műveletre van szükség a végső formák és méretek eléréséhez. Az anyag típusa, a tűréshatárok tömítettsége és a hőkezelés szükségessége meghatározhatja a zárt szerszámmal kovácsolt alkatrész költségét.
2.Különbségek a nyitott kovácsolás és a zárt kovácsolás között
A Youlin® nyitott és zárt szerszámos kovácsolás technikája eltérő. Általánosságban elmondható, hogy a zárt sajtolószerszámok kovácsolásához a fröccsöntő szerszámokat először precíziós megmunkálásnak vetik alá, és a költségek magasak. A fémrudakat ezután a felső és az alsó szerszámok közé helyezik, és tetszőleges formára kovácsolják. Zárt szerszámmal végzett kovácsolás után nagyon kevés vagy semmilyen megmunkálást nem végeznek, mivel a folyamat során nagy pontosságú. Tehát a zárt szerszámos kovácsolás is háló alakú vagy hálóhoz közeli eljárás.
Nyitott szerszámos kovácsolás esetén a kovácsolókalapács folyamatos ütése óriási nyomóerőt fejt ki a fémtuskók deformálására. Ellentétben a zárt kovácsolással, a nyitott szerszámos kovácsolás nagyon egyszerű. Másodszor pedig mindig megmunkálási műveletet hajtanak végre.
3. A nyitott kovácsolás és a zárt kovácsolás előnyei és hátrányai
|
Nyitott kovácsolás |
Zárt kovácsolás |
|
Előnyök |
|
|
Jobb fáradtságállóság és jobb mikrostruktúra |
Gazdaságos nagy gyártási sorozatokhoz. |
|
A belső szemcseszerkezet kialakítása növeli a termékek tömítettségét és szilárdságát. |
A belső szemcseszerkezet kialakítása növeli a termékek tömítettségét és szilárdságát. |
|
Megnövelt szilárdság és hosszabb alkatrész élettartam |
Nincs anyagi korlátozás |
|
Kevesebb anyaghulladék |
Jobb felületkezelés |
|
Csökkent az üregek esélye |
Kevesebb megmunkálás szükséges vagy egyáltalán nem szükséges a szűk tűrésekhez |
|
Értékes költségmegtakarítás |
Szigorúbb tűrések és hálóformák méretei érhetők el |
|
Hátrányok |
|
|
Nem alkalmas szoros tűréshatárú és nagyobb pontosságú alkatrészek kialakítására |
A szerszámgyártás magas költsége miatt rövid távon nem túl gazdaságos |
|
A kívánt méretek eléréséhez gyakran megmunkálásra van szükség |
A zárt préskovácsolás veszélyes munkakörnyezetet jelent |
1. A préskovácsolás meghatározása
A zárt sajtolás és a nyitott présöntés az acél alkatrészek leggyakrabban használt kovácsolási módszerei. A kovácsolás népszerű a javított belső szemcseszerkezete miatt, és erősebb és szívósabb termékeket tud készíteni.
 Nyílt sajtolószerszámos kovácsolásnál általában további durva vagy precíziós megmunkálásra van szükség a nyitott szerszámos kovácsolási eljárás után, mivel a kalapálással pontatlan méreteket lehet elérni. Így a nyitott préskovácsolás alkalmasabb nagyméretű, több tonnás alkatrészekhez. Általában a kovácsolási módszerrel készült termékek közé tartoznak a kovácsolt hosszú tengelyek, kovácsolt görgők és kovácsolt hengerek, amelyeket leginkább vasúti és repülőgépiparban használnak.
Nyílt sajtolószerszámos kovácsolásnál általában további durva vagy precíziós megmunkálásra van szükség a nyitott szerszámos kovácsolási eljárás után, mivel a kalapálással pontatlan méreteket lehet elérni. Így a nyitott préskovácsolás alkalmasabb nagyméretű, több tonnás alkatrészekhez. Általában a kovácsolási módszerrel készült termékek közé tartoznak a kovácsolt hosszú tengelyek, kovácsolt görgők és kovácsolt hengerek, amelyeket leginkább vasúti és repülőgépiparban használnak.
Mindazonáltal a zárt szerszámos kovácsolás előnyben részesített kis kritikus alkatrészeknél, biztonsági megfontolásból, nagy pontossága miatt. Gyakran használják kis termékek, például kovácsolt szerelvények, kovácsolt emelő- és kötélzet hardverek, kovácsolt autóalkatrészek stb. előállítására. Az olajmezők, az autóipar, az erdészet és a mezőgazdaság, valamint a bányászat néhány olyan iparág, amely a zárt szerszámos kovácsolási technikát alkalmazza.
5. GYIK
Mi a hátránya a nyitott szerszámos kovácsolásnak?
V: A nyitott szerszámos kovácsolás nem ajánlott összetett formák esetén, és gyakran precíziós megmunkálást igényel a folyamat befejezéséhez, mivel a nyitott sajtoló eljárás során a kalapálással előállított méretek pontatlanok lehetnek.
K: Mit lehet készíteni nyitott kovácsolásból?
V: A nyitott kovácsolási eljárás során általában kerek, téglalap, négyzet és hatszögletű rudak, gerendák, valamint egyéb alapformák jönnek létre. A gyakran előállított termékek közé tartoznak az agyak, orsók, lépcsős tengelyek, tüskék, fémhéjak, áttört nyersdarabok és egyszerű kovácsolt palacsinta.
K: Melyek a nyitott szerszámkovácsolás korlátai?
V: ▷ Nem alkalmas bonyolult, precíziós alkatrészek kialakítására vagy más, szűk tűrésű alkalmazásokra.
▷ A nyitott kovácsolás elkészítéséhez gyakran megmunkálásra van szükség.
▷ A folyamat nem mindig eredményez konzisztens eredményeket vagy kívánt funkciókat.





